在计算机内对纱线退绕的长度进行设定,随着退绕长度的增加,制动汽缸的压力(经过计 算机运算来控制)按比例减小,此为主控系统。同时还另有一套检测和控制的微调系统。进行 高精度的恒张力退绕控制。微调系统有检测、控制和执行三部分组成。检测部分主要有张力 辊、T形杠杆、弹簧和指针等。

控制部分由计算机和电控比例阀组成。执行部分由制动汽缸、制 动带组成。在经轴退绕装置的张力辊轴头安装电位计来检测退绕张力,通过计算机可输出4- 20mA电流信号到电控比例阀。在退绕过程中由于经轴直径不断减小,制动装置形成的退绕张 力不断增大,从而使张力辊摆动,计算机输入到比例阀的电流信号变化,如按比例调整制动汽缸内气压,就可形成自始至终恒张力退绕。
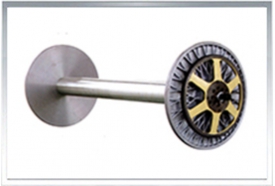
织轴构造由于加压辊与引纱辊紧压接触,线速度一致。装于加压辊头端的磁性齿轮4转动时对测长 脉冲传感器5产生频率响应,将脉冲信号送人车头计长装置,即能计量引纱辊送人的纱片长度, 进而与车前拖引辊卷入的纱片长度比较,计算处理可得出浆纱伸长率。新型5432又改变这种 磁性齿轮与脉冲传感器作用的计长方式,采用引纱辊传动电动机同轴的旋转编码器与PLC的 反馈闭环控制来计量引纱长度和计算伸长率。